



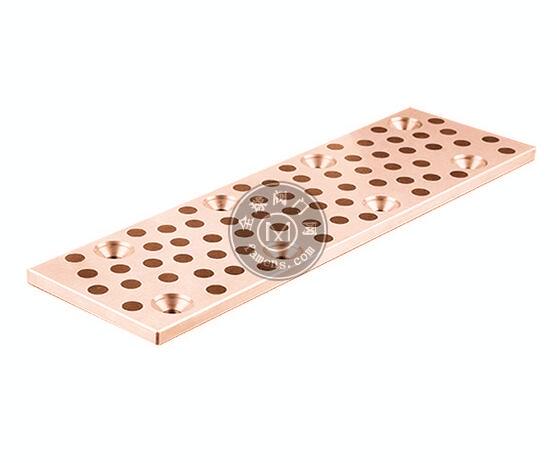
产地:临汾
规格:500*20*140
公司所在地:内蒙古乌海
电话:013463634789 ,13463634789

铜滑板铸造厂家铜滑板厂家尽量避免夹渣和气孔的形成。工艺设计及废品分析由于生产批量小的详细信息铜滑板厂家尽量避免夹渣和气孔的形成。工艺设计及废品分析由于生产批量小,采用木模手工造型,分型面所示,利用砂芯简化工艺。 此铸件的浇冒口系统应具有以下特点:a.具有很强的撇渣能力,使铜合金液进入型腔前,熔渣基本上。b.铜合金液在型腔中尽可能平稳上升,使少量混入型腔中的氧化夹渣及表面氧化膜上升至冒口中排除。c.铝青铜合金液表面易产生氧化膜而使铸件形成皱纹、隔层等缺陷,因此在保证合金液平稳流动情况下应快速充填铸型,即选择合适的合金液在型腔中的上升速度。d.应有利于补缩,工艺要简单。采用带过滤网的浇注系统使紊流增加,增大了合金产生二次氧化夹渣的倾向,实际应用效果不佳。采用集渣包式浇注系统虽然能有效地挡渣,但造型制作困难。http://www.tongtaochangjia.com因此采用新料冰晶石粉覆盖清渣,尽量避免熔液中夹杂物带入。浇注系统采用阻流式,即:F直∶F阻∶F横∶F内,厚大部分采用冒口补缩。 最小截面F阻根据经验定为1.5cm2。这样就保证直浇道很快充满,不吸气,横浇道具有定的挡渣能力,冒口在合金液流向末端位置,从内浇道进入型腔的金属液流向指向冒口,以使夹杂物集中浮至冒口中。采用上述工艺,湿型浇注时,铸件废品率达80%,大多缺陷是上表面皱纹,皱纹呈水纹状漏向冒口根部。采用干型后废品率大为降低。这说明铜套铸造缺陷是由于合金液流入型腔后形成的二次氧化夹杂未充分浮至冒口所致。3改进后的工艺用干型铸造虽能降低废品率,但造价高,工作环境恶劣。因此必须进行改进,改进后的工艺如图3所示。增大冒口根部截面,改为不易切割冒口,即增大渣子浮至冒口的截面积;内浇道入口处开在冒口部位,液流方向如图所示。冒口相当于集渣包,合金液进入冒口下部型腔,旋转后流入其余后,能使进入型腔内的夹杂上浮至冒口,而且由于冒口处即是合金液浇注入处,此处铸造温度高,冒口凝固慢,型内杂质有时间集中排至最后凝固的冒口部位,冒口起到了很好的撇渣效果。 |
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
供应三通固定球体
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套
-
膜片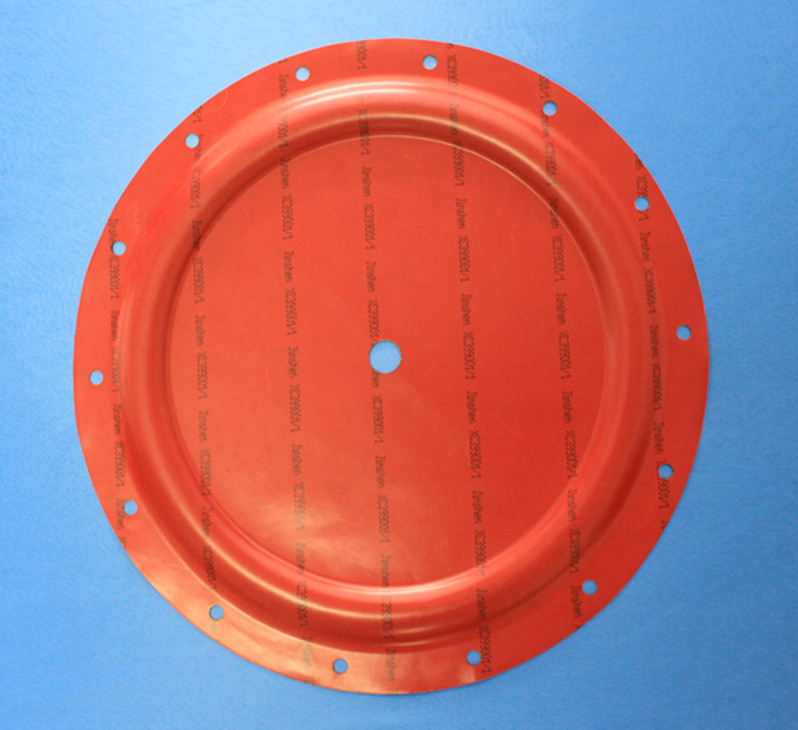
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源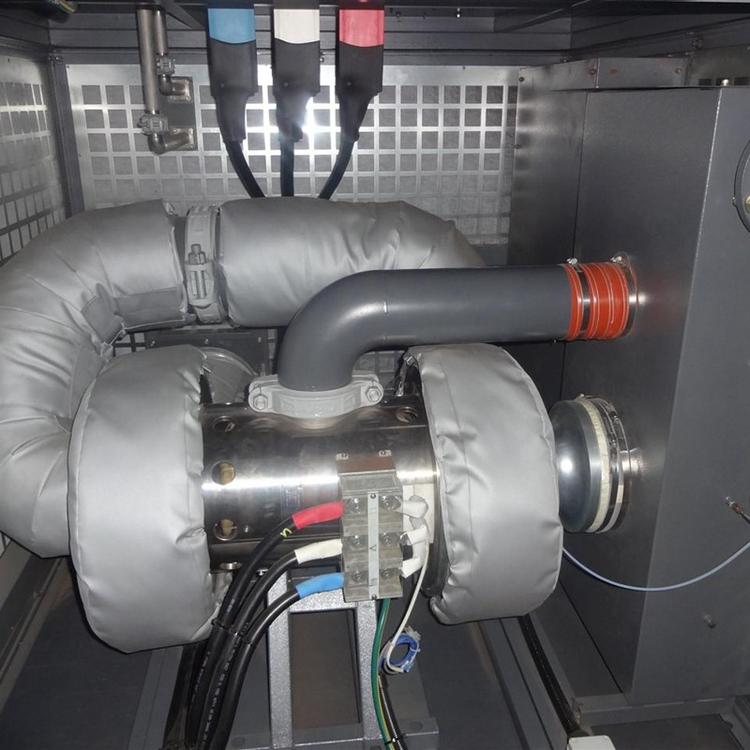
-
供应半瓣球体
-
蝶阀隔热保温套
-
上海南泉阀门节能保温被
-
供应浮动球体