




产地:河北
规格:186X740X648
公司所在地:内蒙古乌海
电话:013463634789 ,13463634789

河北铜套加工河北铜套加工另一方面因为Mn能溶解于α固溶体中,有必定的固溶强化效果,能进步合金的强度、硬度和耐磨性。一起跟着含锰量的增加,β相的安稳性,避免了(或削减)γ2相的呈现。所的详细信息DCXTTCJ大城县华福铜套有限公司位于中国红木之乡——河北省廊坊市大城县,距天津国际机场30公里,京沪高速20公里,,毗邻天津市和北京市,交通十分便利。 本公司是一家铸造、机加工、我公司出产的ZQSn1025大铜套,毛坯壁厚达70mm,重950kg,毛坯总高度(连冒口)将近1m。因为运用工况恶劣,用户要求该铜套既要有较高的力学功用,又要有较高的耐腐蚀功用。ZQSn1025是一种二元锡青铜,含10%Sn,50%Pb,其他杂质只要万分之几。该合金的凝结办法是体积凝结或糊状凝结,结晶温度区间宽,凝结缩短率大,易发作分散性缩孔、缩松和热裂缺点,易吸气发作针孔,并存在较大的偏析倾向。咱们原选用以柴油为燃料的敞口坩锅熔炼,以手艺砂型铸造的办法,难以确保这种又大又厚又高的铸件的产品质量。为此咱们在熔炼工艺和造型工艺工装上采纳了恰当的办法,将这些缺点下降到最低极限。1熔炼工艺ZQSn1025的熔炼有必要在强氧化性气氛下进行。,重压下制造愿望铝青铜铸造裂纹发作原因剖析与对策多辊系高精度冷轧机压下精度的研讨特种铸造办法对QAl10-4-4铝青铜安排与功用的影响热连轧精轧机压下检测差错和设定核算差错的剖析铝青铜与海工钢异种金属焊接工艺及接头质量剖析ECAE法制备的铝青铜合金显微安排及冲突学功用SY高刚度轧机压下螺母的改进液压辊缝操控。体系在四辊冷带轧机中的运用冷轧轧机压下操控体系铝青铜的安排细化工艺研讨ZQA19-4铝青铜蜗轮铸造工艺的改进厚板轧机液压压下体系的结构,设备与规划大同特别铜(株)星崎厂的初轧压下操控体系简介铝青铜外表激光熔覆层在5%NaCl溶液中的腐蚀行为对时效QAl10-5-5铝青铜力学功用猜测的神经网络模型精轧变标准辊缝设定不到位问题剖析与改进轧机机架压下螺母孔底部的数控加工离子镀铝青铜膜层显微安排研讨邯钢中板厂主轧机压下操控体系过滤净化对铝青铜安排和功用的影响铸钢件基体上铝青铜的堆焊图像处理软件在铝青铜显微安排剖析中的运用大型螺母工艺轧钢机压下螺母的批改。销售为一体的铜轴瓦类制造生产厂家,拥有三十多年专业生产铜套的丰富经验。主要专业铜套(规格材质齐全),非标及标准铜套、铜瓦、铜滑板、铜涡轮(10-1、663、555、10-3、9-4、10-3-1.5、及美标材质的产品),锌基合金轴瓦等轴瓦类配件,同时铜滑板、铜轴瓦、铜涡轮、石墨铜套、铜丝母、压力机铜螺母、等大型铜铸件。http://www.tongtaochangjia.com铜液的熔炼也就是氧化去氢,然后再脱氧的一个进程。咱们选用0。3~0。4MPa(一般是0。15~0。2MPa)的枯燥压缩空气吹入铜液中,加大氧化量,最大极限地去氢。然后分三次加磷铜中心合金脱氧,第一次在紫铜熔化后,第2次在出炉时参加包底,第三次在包内再次脱氧,每次磷铜参加总量为5kg(超出一般用量一倍多,但不能超出5%,不然易生成Cu3P,下降强度和延展性,使合金发脆)。经屡次扒渣后除掉。脱氧反响有必要充沛,扒渣有必要扒洁净,不然脱氧产品易污染铜液,铜液凝结后也会构成气孔和渣孔。终究再加0。03%~0。05%的混合稀土,以进一步的脱氧、去气、除渣,并使合金的铸造功用和铸件的力学功用也进一步进步。造型工艺、工装及浇注体系规划为避免铸件凝结缩短受阻发作裂纹,咱们在泥芯砂中混入2%的锯末,并在芯骨上缠一圈稻草绳,增加了砂型的让步性,减小了铜液缩短的外界阻力,然后有用避免了裂纹,并下降了清砂的强度。,由此可见PH2800XPB电铲是整个煤矿出产的主力军。而推压体系是电铲的首要组成部分,用于驱动电铲斗杆动作,完成斗杆的伸出和缩回功用,完成电铲与货车的配协作业。推压大铜套作为电铲推压体系PH2800XPB电铲推压大铜套技能晋级在剖析PH2800XPB电铲原装推压大铜套安排和存在缺点的根底上,提出了对推压大铜套技能晋级改造,一起剖析了晋级改造后的长处,并对推压大铜套在改造前后的毛病小时数进行核算剖析,验证推压大铜套技能晋级改造对削减毛病有促进效果,削减了修理本钱,一起为矿山出产发明了更多的经济效益。电铲推压大铜套煤矿机械的重要部件之一,其功用直接影响着电铲整个推压体系的安稳作业。原推压大铜套组件原推压大铜套由外钢套、内铜套和油封构成,稳钉起到固定内部铜套的效果,整个推压大铜套起到了对推压大轴的定位和光滑维护效果,一起确保推压减速箱箱体内的齿轮油不会走漏和渗出。,铁元素的增加都是以铝铁中心合金的办法参加的。铝同氧的亲和力比铜大,易氧化生成悬浮性的氧化物并在液面上构成细密的氧化膜,是ZCuAl10Fe3中易烧损元素。归纳考虑炉型、熔化量、熔化时刻、温度及炉料组成等多种要素,结合以往出产经历以铝8%铁2%的目标成分制造合金。熔炼前要查看炉衬和冷却体系,电流巨细状况,以断定炉子是否作业杰出。炉内前次熔化所剩的熔渣及其杂质。加料次第,先加铜板,化清后升温1150℃~1180℃,再加回炉料和铝铁中心合金,持续升温至1200℃左右,用氯化钠0。1%精粹。炉前查验炉前查验是判别该炉合金质量是否契合要求的重要办法之一,因而,要严厉做好炉前各项查看作业,在试样浇注温度和操作上应特别留意。 另外本公司接受来图订单,来图加工,为您加工定做各类铜套。 本公司产品致力于营造“质量可靠,规格齐全,价格合理,服务周到”的经营理念,争取把产品做到合格率100%,用户满意度达到99%。 |
-
供应三通固定球体
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套
-
膜片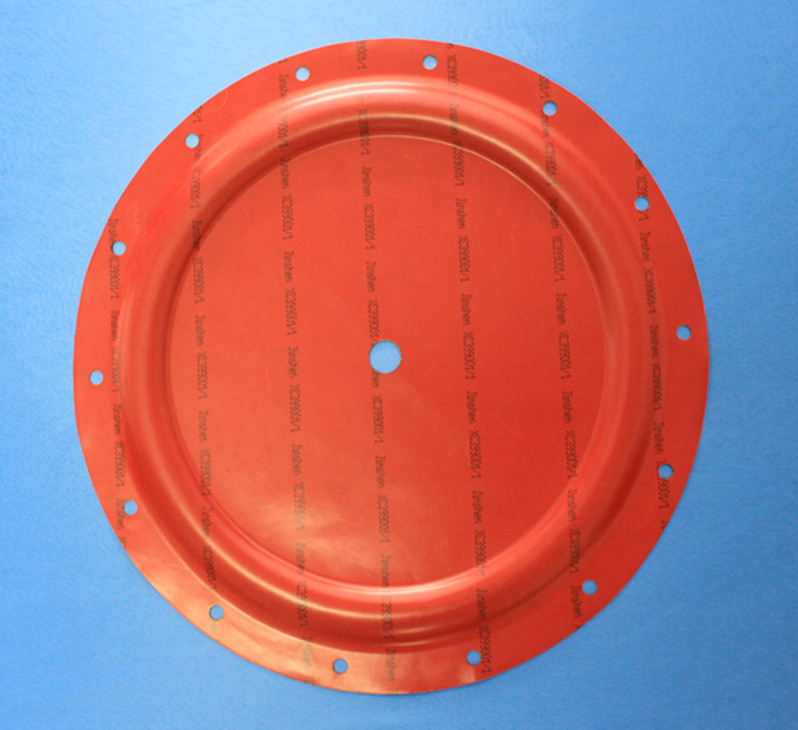
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪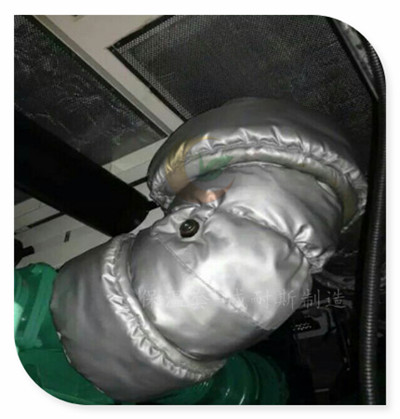
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源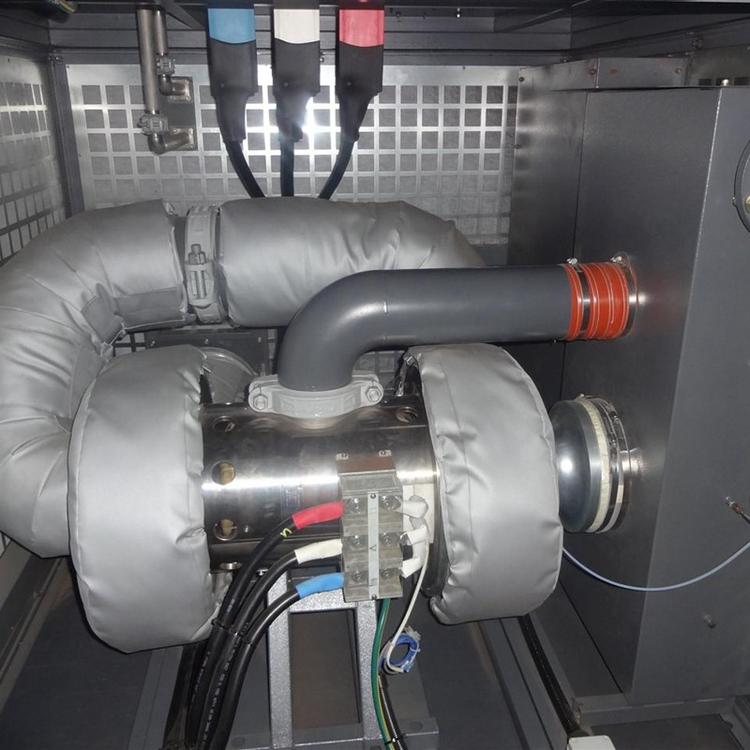
-
蝶阀隔热保温套
-
供应半瓣球体
-
上海南泉阀门节能保温被
-
供应浮动球体