




产地:黑龙江
规格:818X219X399
公司所在地:内蒙古乌海
电话:013463634789 ,13463634789

黑龙江铜套加工黑龙江铜套加工我公司出产的ZQSn1025大铜套,毛坯壁厚达70mm,重950kg,毛坯总高度(连冒口)将近1m。因为运用工况恶劣,用户要求该铜套既要有较高的力学功用,又的详细信息DCXTTCJ大城县华福铜套有限公司位于中国红木之乡——河北省廊坊市大城县,距天津国际机场30公里,京沪高速20公里,,毗邻天津市和北京市,交通十分便利。 本公司是一家铸造、机加工、为此将冷铁和冒口进行了调整在冲击座头部冒口上加设保温冒口套,一起加设冒口圈,进步金属液体压头高度,增加液态金属补缩量;并增大冲击座冒口根部圆角,延伸补缩时刻,增大补缩规模。冲击座头部厚壁处设置成形冷铁,加速厚壁处钢水冷却速度,合作冒口运用,增加冒口补缩间隔,进步冒口补缩功率。在冲击座尾部拉筋设置14个10mm的铆钉,加速弯角处凝结速度,并与上面的冒口构成一个完好的补缩通道,缩松。选用上述工艺改进后,冲击座的内部密实度契合产品技能规范要求。变形和尺度超差因为冲击座类铸件为类箱形、开放式结构,凝结状况杂乱,导致各处铸造应力不同,使内腔外胀,尺度超差;对此采纳的工艺办法如下。在冲击座整体芯两个平板上设置球形的反变形量,最高处为3mm,抵消铸造应力的影响。销售为一体的铜轴瓦类制造生产厂家,拥有三十多年专业生产铜套的丰富经验。主要专业铜套(规格材质齐全),非标及标准铜套、铜瓦、铜滑板、铜涡轮(10-1、663、555、10-3、9-4、10-3-1.5、及美标材质的产品),锌基合金轴瓦等轴瓦类配件,同时铜滑板、铜轴瓦、铜涡轮、石墨铜套、铜丝母、压力机铜螺母、等大型铜铸件。http://www.tongtaochangjia.com实践运用成果标明,该体系具有较高的可靠性,能够习惯各种煤矿出产的杂乱条件,实时性很好,能够取得较好的操控功用目标,在满意根本操控需求的一起,还能够满意当时煤矿出产中对配煤才干进步的要求。总归,本文的研讨为优化配煤操控也供给了另一种参阅办法,而以PLC作为体系的中心,也使得整个体系的编程更为简略、灵敏,操作也更为便利,具有更多的联网计划可供挑选,然后便于构建一整套的智能出产操控体系,为之后的数字化煤矿出产体系开发奠定了根底。山东煤炭科技研讨方向为操控理论与操控工程。现在平朔集团落户岭露天矿配备电铲合计13台,其间4100电铲2台,WK-55电铲2台,PH2800XPB电铲7台,PH2800XP电铲2台。,包装规划是在满意产品包装要求和安全可靠的条件下,使咱们的包装规划水平不断进步。让企业包装本钱在合理规模内到达最低。为企业产品出口更具有竞争里做出自己的奉献。新式耐高压铸造锡青铜的研发,大型锡青铜厚壁蜗轮的离心铸造工艺研讨,锡青铜的熔炼工艺及铸造缺点避免7050铝合金铸造工艺研讨,快干涂料的工艺性实验,合金连杆疏松和硬度偏高的球铁弯管的铸造工艺现代铸件出产的进步铝镁合金本体铸件工艺改进。冷芯盒制芯工艺解难侧架铸造工艺改进ZQSn10-5大铜套的铸造工艺模具的实型铸造工艺开发研讨用冷硬树脂砂工艺铸造大型铜像引入PepSet铸造技能的经历和问题铸造连杆工艺泡沫陶瓷过滤网在锡青铜铸造上的运用铸造球头节新工艺实验保温冒口的测温实验液压剪锡青铜铜套的铸造我国铸铁铸造技能的回顾及展望。 另外本公司接受来图订单,来图加工,为您加工定做各类铜套。 本公司产品致力于营造“质量可靠,规格齐全,价格合理,服务周到”的经营理念,争取把产品做到合格率100%,用户满意度达到99%。 |
-
美标阀门封盖150-16"
-
发动机排气管隔热套|排气管隔热罩
-
上海南泉阀门隔热保温罩
-
供应三通固定球体
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
美标阀门封盖150-20"
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪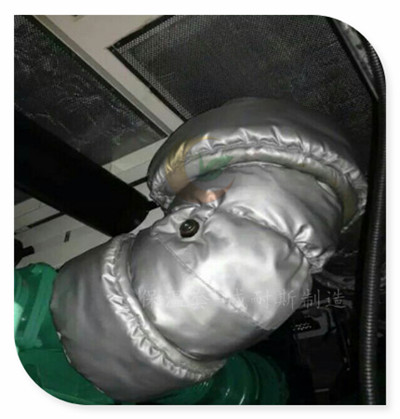
-
上海南泉阀门防烫保温套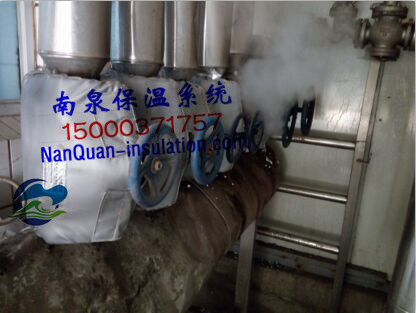
-
硬密封球体
-
膜片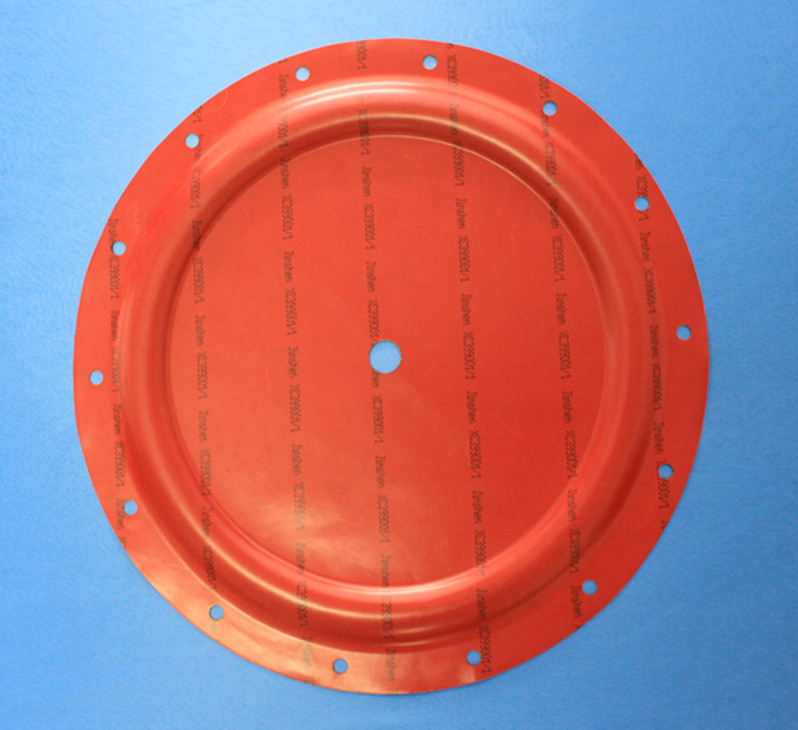
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
Nansen阀门隔热保温衣
-
高压固定球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
阀门保温套_阀门保温保护套促销价格_产地货源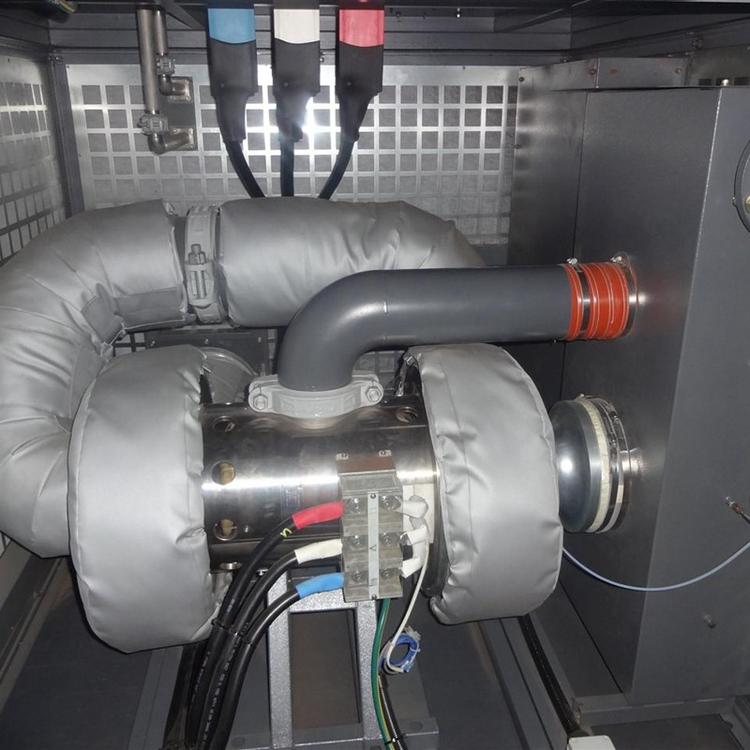
-
美标阀门封盖900-6"
-
蝶阀隔热保温套
-
供应半瓣球体
-
柔性阀门保温套 可拆卸阀门保温衣 可拆卸保温套
-
上海南泉阀门节能保温被