




产地:黑龙江
规格:885X778X447
公司所在地:内蒙古乌海
电话:013463634789 ,13463634789

黑龙江铜套厂家黑龙江铜套厂家咱们对工艺进行了攻关,经过对砂型铸造、金属型铸造等多种铸造工艺进行的实验、比较,终究挑选了外部选用金属型、芯子选用内冷铁、冒口选用砂型加保温冒口的铸造办法,的详细信息DCXTTCJ我公司始终坚持"以质取胜,以信服人"的经营之道,在目前市场竞争日益激烈的今天,厂领导及全体员工深知产品质量就是公司生命,客户的利益就是公司的最大的利益,,在产品质量、材料、技术上都严格按照国家的行业标准要求。 |
-
美标阀门封盖150-16"
-
发动机排气管隔热套|排气管隔热罩
-
上海南泉阀门隔热保温罩
-
供应三通固定球体
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
美标阀门封盖150-20"
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪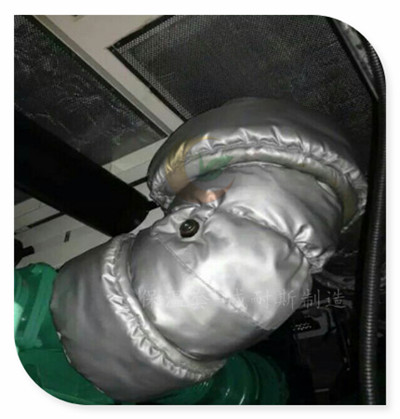
-
上海南泉阀门防烫保温套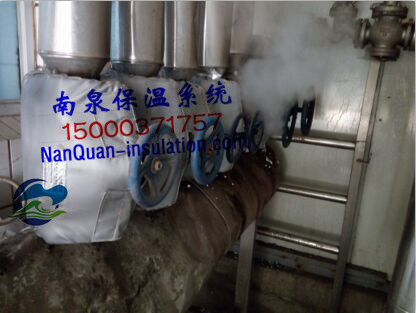
-
硬密封球体
-
膜片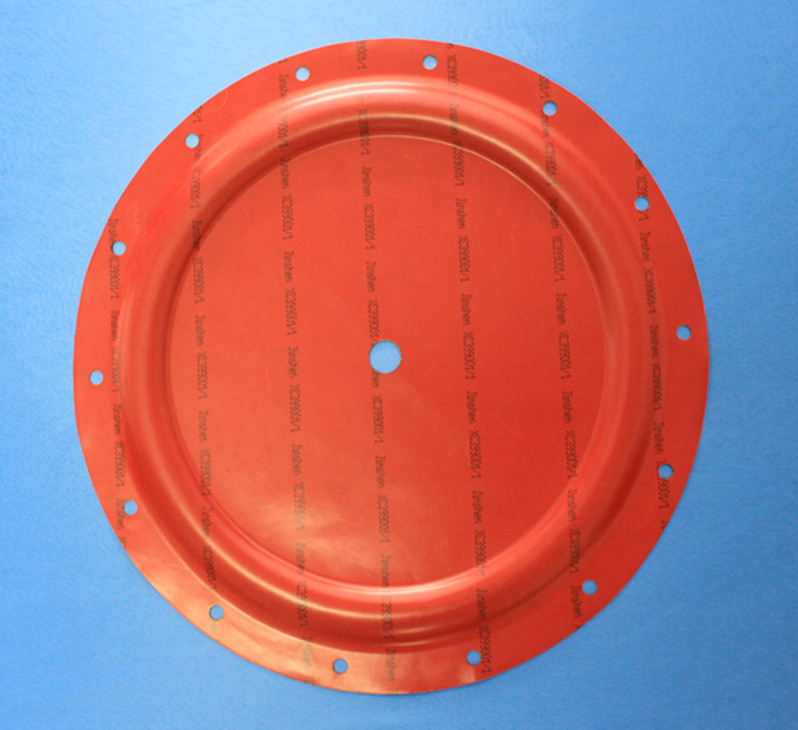
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
Nansen阀门隔热保温衣
-
高压固定球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
阀门保温套_阀门保温保护套促销价格_产地货源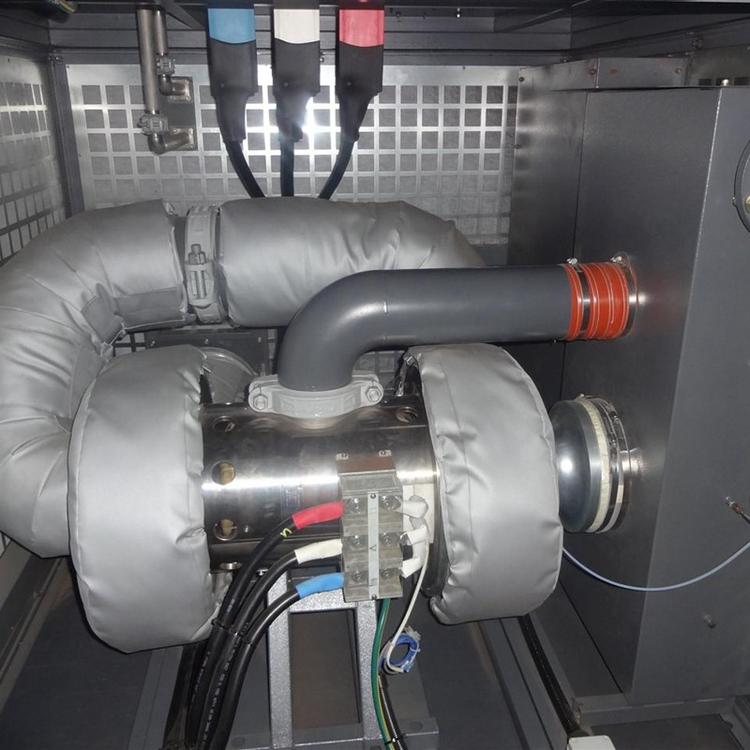
-
美标阀门封盖900-6"
-
蝶阀隔热保温套
-
供应半瓣球体
-
柔性阀门保温套 可拆卸阀门保温衣 可拆卸保温套
-
上海南泉阀门节能保温被