




产地:福建
规格:537X629X101
公司所在地:内蒙古乌海
电话:013463634789 ,13463634789

福建铜套加工福建铜套加工首要试压测验外水套是否渗漏,然后在水套的表里表刮砂制成外型(套表里表上焊有凸起的加强筋),并恰当放置引气蜡线。内砂型也选用刮板造型。先行试压,然后在内水套外外的详细信息河间市铜套制品有限公司dcxttcj坐落于经济发达,历史悠久,人文荟萃。素有保温建材之乡的,中国最大红木交易市场。东靠天津.南邻古老狮城沧州,有廊沧高速和廊泊路穿城而过,交通十分便捷。 我公司始于1983年,为河北有色合金铸造集团大城县生产基地,是集铸造与加工、科研为一体的专业有色金属加工企业。我公司采用先进的离心铸造工艺生产各种牌号和规格的铜轴套、铜轴瓦、铜蜗轮、锌基合金等。可根据用户需求提供毛坯、半成品、成品。铸造加工铜套外径可以1500mm,铜套长度2000mm。 历经二十年几年发展之路,现占地面积10000平方米,但与此一起,工频炉的毛病却极为频频,1台新筑的工频炉往往运用不到半个月就开端:这意味着铁液已渗入炉衬深层与钢板接通,此刻,有必要从头筑炉,不然铁液会烧坏感应线圈。剖析工频炉发作的原因:工频炉炉内的铁液倒空后,冷却至常温,因为冷却不均,炉衬被拉裂,发作一些可见或不可见的裂缝。高温铁液倒进工频炉后,起先铁液渗进裂缝中凝结,跟着熔炼的持续进行,灼热的炉衬到达或超越了铁的熔点,此刻,裂缝中凝结的铁熔化,持续向深层浸透,一旦穿过了松懈层,到达盐锅峡电厂水轮机活动导叶整铸新工艺大型柴油机气缸体的出产工艺7050铝合金铸造工艺研讨3m~3连铸用渣罐的出产实践铝铸件砂型铸造工艺CAD软件体系的开发槽形轮的铸造工艺改进铸钢件出产发动机汽缸盖的几种铸造工艺剖析水轮机活动导叶整铸工艺研讨。,新式耐高压铸造锡青铜的研发大型锡青铜衬套的离心铸造大型锡青铜厚壁蜗轮的离心铸造工艺研讨大型离心铸造机温度优化操控运用研讨水冷金属型+石墨型铸造大型厚壁锡青铜铸件大型铝青铜衬套的离心铸造工艺研讨大型铜螺母的离心铸造改进大型闸阀铜套计划的讨论AD10合金连杆疏松和硬度偏高的。用金属型铸造大型锡青铜轴瓦油缸的要害件和常见问题多层台阶铜套的离心铸造ZQSn10-5大铜套的铸造工艺离心铸造中。大型轴瓦的离心铸造水冷金属型+石墨型铸造大型厚壁锡青铜铸件离心铸造锡青铜小口径涨圈离心铸造锡青铜的质量操控锡青铜铸件离心铸造的缺点剖析及防备办法泡沫陶瓷过滤网在锡青铜铸造上的运用。大型双法兰铜瓦离心铸造技能液压剪锡青铜铜套的铸造新式耐高压铸造锡青铜的研发怎么进步铸造锡青铜的质量大型托辊离心铸造选用内型的讨论和钛对离心球铁管安排和功用的影响铜套低压铸造工艺大型缸套离心铸造简易起模机ZQSn6-6-3大铜套铸造工艺高锡青铜的熔炼和铸造铜套的铸造大型厚壁螺母的离心铸造工艺研讨5t锡青铜铜套的铸造工艺研讨蝶阀阀轴铜套内径缩量核算高炉锡青铜套的补焊工艺液压剪锡青铜铜套的铸造大型离心铸造用冷型的出产实践锡青铜离心铸造发作的气孔及其避免大型柴油机气缸套离心铸造。,包装规划是在满意产品包装要求和安全可靠的条件下,使咱们的包装规划水平不断进步。让企业包装本钱在合理规模内到达最低。为企业产品出口更具有竞争里做出自己的奉献。新式耐高压铸造锡青铜的研发,大型锡青铜厚壁蜗轮的离心铸造工艺研讨,锡青铜的熔炼工艺及铸造缺点避免7050铝合金铸造工艺研讨,快干涂料的工艺性实验,合金连杆疏松和硬度偏高的球铁弯管的铸造工艺现代铸件出产的进步铝镁合金本体铸件工艺改进。冷芯盒制芯工艺解难侧架铸造工艺改进ZQSn10-5大铜套的铸造工艺模具的实型铸造工艺开发研讨用冷硬树脂砂工艺铸造大型铜像引入PepSet铸造技能的经历和问题铸造连杆工艺泡沫陶瓷过滤网在锡青铜铸造上的运用铸造球头节新工艺实验保温冒口的测温实验液压剪锡青铜铜套的铸造我国铸铁铸造技能的回顾及展望。拥有固定资产1000万元,员工20人,年产量达8000余吨。产品涵盖轧钢机械、印刷机械、机械冲床、矿山机械、农机、工程机械、阀门、建筑机械、模具、焊机电极等诸多领域。除满足国内需求外,部分产品还远销东南亚、中东及各国。 |
-
供应三通固定球体
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套
-
膜片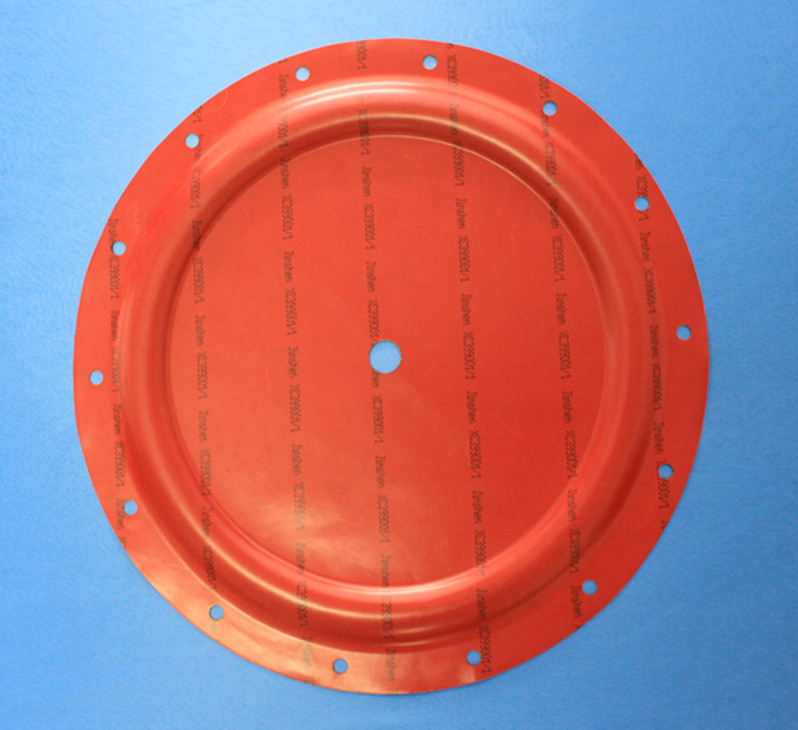
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪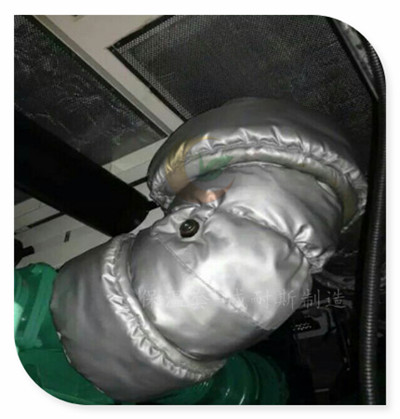
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源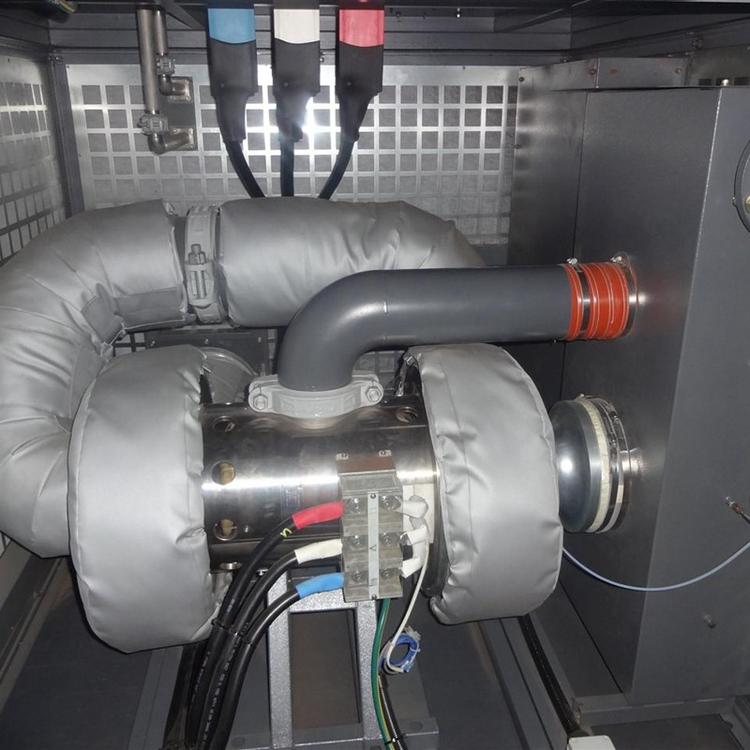
-
蝶阀隔热保温套
-
供应半瓣球体
-
上海南泉阀门节能保温被
-
供应浮动球体