




产地:山东
规格:316X720X630
公司所在地:内蒙古乌海
电话:013463634789 ,13463634789

山东铜套厂家山东铜套厂家取样查验效果矿业公司大铜套订购35件,做得制品33件,废品2件,合格率达93%。对试样进行了含气量、曲折实验、断口和力学功用四项查验,成果为Rb=263MPa的详细信息DCXTTCJ大城县华福铜套有限公司位于中国红木之乡——河北省廊坊市大城县,距天津国际机场30公里,京沪高速20公里,,毗邻天津市和北京市,交通十分便利。 本公司是一家铸造、机加工、为此将冷铁和冒口进行了调整在冲击座头部冒口上加设保温冒口套,一起加设冒口圈,进步金属液体压头高度,增加液态金属补缩量;并增大冲击座冒口根部圆角,延伸补缩时刻,增大补缩规模。冲击座头部厚壁处设置成形冷铁,加速厚壁处钢水冷却速度,合作冒口运用,增加冒口补缩间隔,进步冒口补缩功率。在冲击座尾部拉筋设置14个10mm的铆钉,加速弯角处凝结速度,并与上面的冒口构成一个完好的补缩通道,缩松。选用上述工艺改进后,冲击座的内部密实度契合产品技能规范要求。变形和尺度超差因为冲击座类铸件为类箱形、开放式结构,凝结状况杂乱,导致各处铸造应力不同,使内腔外胀,尺度超差;对此采纳的工艺办法如下。在冲击座整体芯两个平板上设置球形的反变形量,最高处为3mm,抵消铸造应力的影响。销售为一体的铜轴瓦类制造生产厂家,拥有三十多年专业生产铜套的丰富经验。主要专业铜套(规格材质齐全),非标及标准铜套、铜瓦、铜滑板、铜涡轮(10-1、663、555、10-3、9-4、10-3-1.5、及美标材质的产品),锌基合金轴瓦等轴瓦类配件,同时铜滑板、铜轴瓦、铜涡轮、石墨铜套、铜丝母、压力机铜螺母、等大型铜铸件。http://www.tongtaochangjia.com实践运用成果标明,该体系具有较高的可靠性,能够习惯各种煤矿出产的杂乱条件,实时性很好,能够取得较好的操控功用目标,在满意根本操控需求的一起,还能够满意当时煤矿出产中对配煤才干进步的要求。总归,本文的研讨为优化配煤操控也供给了另一种参阅办法,而以PLC作为体系的中心,也使得整个体系的编程更为简略、灵敏,操作也更为便利,具有更多的联网计划可供挑选,然后便于构建一整套的智能出产操控体系,为之后的数字化煤矿出产体系开发奠定了根底。山东煤炭科技研讨方向为操控理论与操控工程。现在平朔集团落户岭露天矿配备电铲合计13台,其间4100电铲2台,WK-55电铲2台,PH2800XPB电铲7台,PH2800XP电铲2台。,一种超铝合金的熔铸工艺研讨4悬浮铸造对ZQSn10-2合金细密性的影响4在根底科学研讨的根底上开发新工艺和新资料轿车摩托车轮毂的铸构成形办法上充泵叶轮原型件的制造与鉴定隔型电机铸铁外壳的铸造ZG55MnMoVTi冷筛板的研发。加温冷芯盒工艺的开端讨论树脂砂工艺在阀体铸造中的运用铸造工艺CAD中”动态特征“绘图办法的提出和完成用碱乳化合脂的研讨__?经历交流铝热反响工艺在大型铸钢件冒口上的运用广西右江矿务局机械铜套厂,广西壮族自治区田东。最近,我厂承接了某糖厂压榨机零配件---四方联轴器的出产任务。该联轴器的原料为ZG开端出产时,因为未采纳什么特别的工艺办法,所以铸件割除冒口后,在铸件外表与冒口根部呈现有较大深度的缩孔。 另外本公司接受来图订单,来图加工,为您加工定做各类铜套。 本公司产品致力于营造“质量可靠,规格齐全,价格合理,服务周到”的经营理念,争取把产品做到合格率100%,用户满意度达到99%。 |
-
供应三通固定球体
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套
-
膜片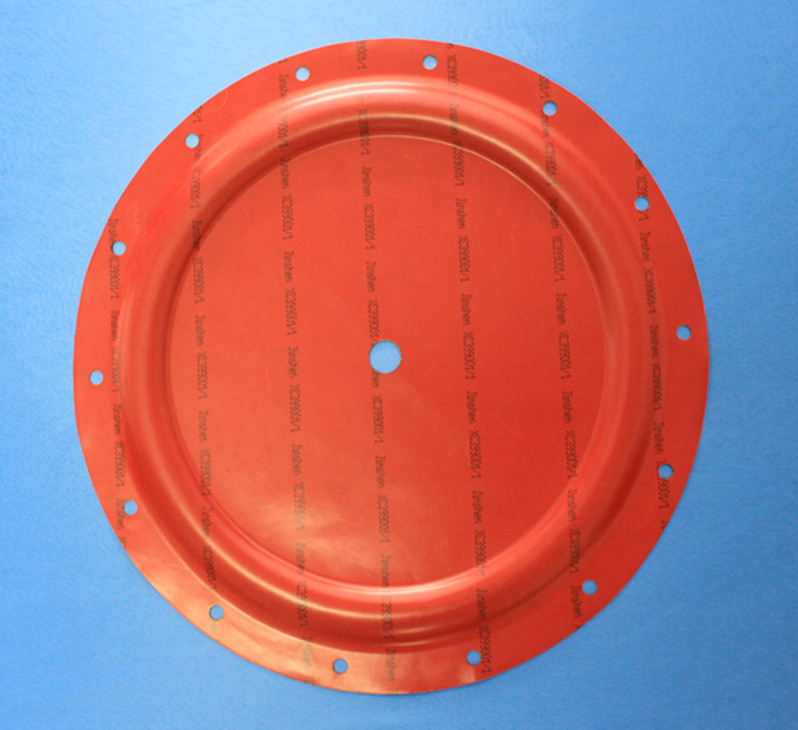
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪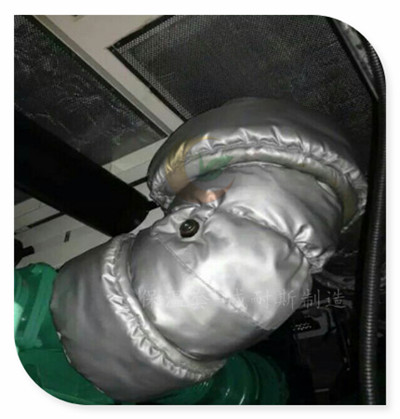
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源
-
供应半瓣球体
-
蝶阀隔热保温套
-
上海南泉阀门节能保温被
-
供应浮动球体